線束端子沖壓系統解決方案

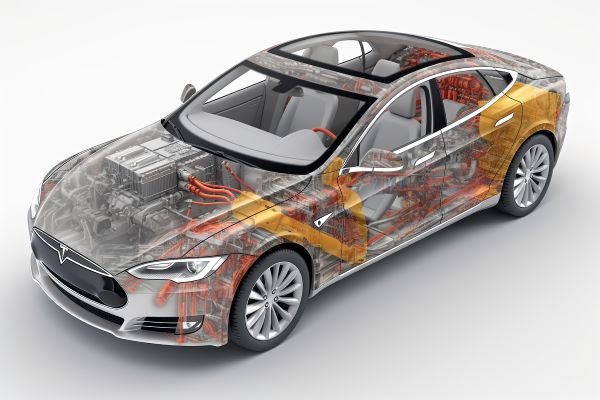
行業背景
線束是汽車電路中連接各電氣設備的關鍵部件,運載設備之間來往的通訊信號和功率輸送,而端子壓接又是線束制造過程中至關重要的一個環節。
傳統的端子壓接主要靠異步電機帶動偏心輪機構往復運動從而實現端子沖壓成型,其弊端是端子成型厚度完全依靠機械部件調整,無法做到精確控制,且壓裝過程中沒有壓力數據反饋,無法判斷端子成型質量,上述缺陷將導致質量控制成本急劇上升。
信捷線束端子沖壓設備采用伺服控制方案,可以準確控制沖壓位置,監控端子成型壓力,提高端子合格率的同時還能自動篩選出不合格品,提高生產效率的同時極大減輕管理成本。
控制方案
線束端子沖壓伺服專機將工藝集成于伺服驅動器內部,采用行業領先的工藝流程,無需PLC編程控制,直接調用內置程序,完成相應參數的設置即可立即使用。
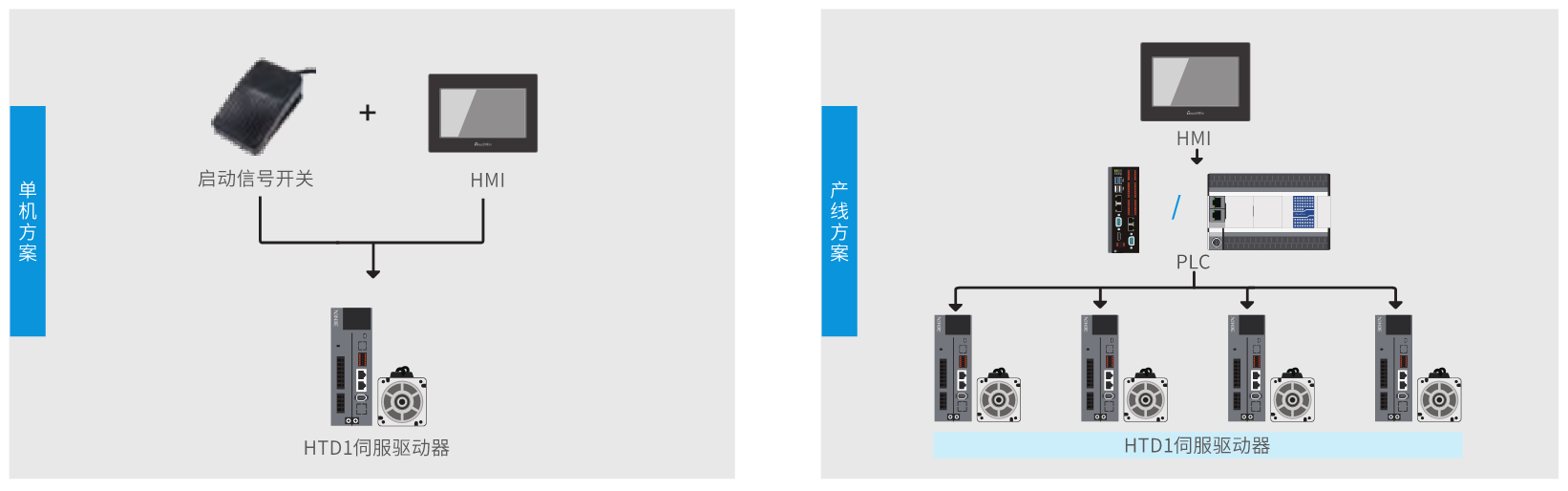
單機使用時
可搭配TG系列觸摸屏便捷地進行功能選擇、參數設置、數據監控、NG顯示和動作觸發等,可外接腳踏板等開關通過IO信號觸發沖壓動作。
配合產線使用時
可以通過RS485或RS232與上位機進行通訊來選擇功能、設置參數、監控沖壓數據、讀取NG代碼、觸發動作等,也可連接上位機的IO接口來觸發沖壓動作。
方案優勢
驅控一體設計
驅控一體的集成解決方案,內置端子沖壓行業工藝,無需PLC控制及編程工作,接線簡單,調試方便快捷。
偏心輪運動軌跡換算功能
僅需輸入偏心輪機構可上下運行的最大行程,即可計算出機械運動軌跡,使得下壓速度均勻,位置準確。
沖壓距離探測功能
可按照設定的轉矩探測出機械刀頭實際可到達的最低位置,并根據輸入的端子厚度參數自動計算出下壓目標位置。
沖壓未端轉矩檢測
可根據沖壓到位時的轉矩反饋來識別出未剝線、未放線、線芯大量缺失等不合格狀況。
重復定位精度高
經過長時間多次重復運行,沖壓到位的定位精度高、穩定性好。
多步壓裝功能
可通過脈沖/通訊觸發單步任務執行、多步任務連續執行或多步任務分步執行。